
このガス圧接には、手動ガス圧接のほかに自動ガス圧接・熱間押抜の工法があり、当社ではすべてのガス圧接工法に対応できる技術者を有し、総勢80名に及ぶスタッフが首都圏を中心に東北・北陸・東海地方の多くの建設現場で活躍しています。

このガス圧接には、手動ガス圧接のほかに自動ガス圧接・熱間押抜の工法があり、当社ではすべてのガス圧接工法に対応できる技術者を有し、総勢80名に及ぶスタッフが首都圏を中心に東北・北陸・東海地方の多くの建設現場で活躍しています。

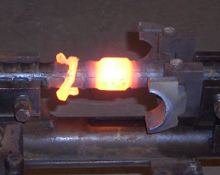
圧接工程を自動制御化し、あらかじめプログラミングされたデータに基づき圧接を行いますので 繰り返し作業に対しても極めて再現性が高く、継手部の品質も均一で信頼性の高い継手が得られます。
圧接部のふくらみを除去した後の表面外観に、欠陥(割れ・凹みなど)がなければ良好な圧接部と判断します。 圧接品質は中心部から外周部へ向かう程低下するので、押抜いた表面に割れ、凹みがなければ、 それより内部は十分健全であることが知られています。 熱間押抜ガス圧接法(熱間押抜ガス圧接部の外観検査)の判定結果は、 これまでの種々の研究結果により超音波探傷検査と同等といえます。

環境に配慮し、アセチレンガス圧接に比べ製造過程からでは60%、 圧接時の排出量で25%のCO2削減が図れます。 エコスピード工法は天然ガスの使用による環境性に加え、 高分子還元剤(PSリング)を用いて鉄筋接合面の酸化物の発生を防止する新たな技術により、 接合不良を低減したガス圧接工法です。 なお、エコスピード工法は商標登録した工法名称ですが、 本工法の認定,作業標準の制定,作業資格者の認証等を行っている( 公社)日本鉄筋継手協会では、本工法を「高分子天然ガス圧接継手」と命名しています。 >>エコウェル協会HPより引用。
このガス圧接には、手動ガス圧接のほかに自動ガス圧接・熱間押抜の工法があり、当社ではすべてのガス圧接工法に対応できる技術者を有し、総勢80名に及ぶスタッフが首都圏を中心に東北・北陸・東海地方の多くの建設現場で活躍しています。





フレア溶接は鉄筋同士を重ね合わせた部分をアーク溶接で接合する方法で、あらゆる工事において使用されています。
当社では、耐震補強工事・橋梁工事などに技術を提供しています。また、鋼管杭の杭頭補強筋フレア溶接においては数多くの実績があります。今注目となっているJ型開先(J-BAR)溶接も、施工実績が増えつつあります。
NEW J-BARは、材料の大臣認定であり工法認定ではありません。往来工法の鋼管に外側溶接する工法(立向き溶接)と同様です。 特別な資格・材料は必要ありません。溶接業者の資格、溶接材料に関しても従来とかわりありません。 しかし、J型開先を施したjグループ溶接となりフレアー溶接よりも確実かつ迅速に溶接ができ、さらに溶接部ののど厚の管理が容易です。 完全溶け込み溶接と異なり、部分溶け込み溶接となりますので検査は外観形状検査が主となります。




